
تحلیل تغییر شکل ورق دو سرگیردار تحت نیروی ثابت در انسیس – آدر صنعت
غیرحضوری
تحلیل تغییر شکل ورق دو سرگیردار تحت نیروی ثابت در انسیس - آدر صنعت
تغییر شکل الاستیک تغییر شکل برگشت پذیر است. به این معنا که با حذف بارگذاری، ماده به شکل اولیه خود بازمی گردد. موادی مانند الاستومرها و فلزات حافظه دار مانند نیتینول بازه های تغییر شکل الاستیک بزرگی دارند. البته در این مواد تغییر شکل الاستیک غیر خطی است.اما در فلزات رایج، سرامیک ها و اغلب کریستال ها که تغییر شکل الاستیک خطی دارند بازه تغییر شکل الاستیک کوچکتر است. تغییر شکل پلاستیک ، تغییر شکل برخلاف تغییر شکل الاستیک برگشت ناپذیر است. ماده پیش از اینکه تحت تغییر شکل پلاستیک قرار بگیرد، تغییر شکل الاستیک را تجربه می کند. بنابر این پس از باربرداری بخشی از ماده که دچار تغییر شکل پلاستیک شده است به شکل اولیه خود بازنمی گردد اما بخشی که هنوز فاز پلاستیک را تجربه نکرده به شکل اولیه خود باز می گردد. گروه فنی مهندسی آدر صنعت به بررسی و ترسیم هندسه و مدلسازی شرایط مرزی هندسه و تحلیل تغییر شکل ورق دو سرگیردار تحت نیروی ثابت در انسیس می پردازد. [caption id="attachment_10925" align="aligncenter" width="486"]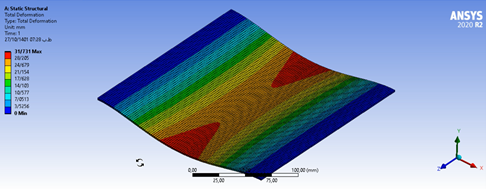 تحلیل تغییر شکل ورق دو سرگیردار تحت نیروی ثابت[/caption]
تحلیل تغییر شکل ورق دو سرگیردار تحت نیروی ثابت[/caption]
27 فروردین 1400
0
200,000 تومان

تحلیل تمرکز تنش ورق یک سرگیردار سوراخ دار در انسیس – آدر صنعت
غیرحضوری
تحلیل تمرکز تنش ورق یک سرگیردار سوراخ دار در انسیس - آدر صنعت
نمودار تنش و کرنش وابسته به نوع ماده، اندازه و هندسه جسم مورد نظر و باری که به آن اعمال می شود، انواع تغییر شکل ها برای جسم ممکن است رخ دهد. شکل زیر که نمودار تنش-کرنش یک ماده انعطاف پذیر تحت نیروی کششی را نشان می دهد، بیانگر مودهای تغییر شکل جسم (تغییر شکل الاستیک و پلاستیک) در بارگذاری های متفاوت است. طبق دیاگرام تنش-کرنش تحت بارگذاری کششی ناحیه پلاستیک با دو بخش کرنش سختی (strain hardening) و گردن دهی (necking) شناخته می شود. در ناحیه کرنش سختی ماده در اثر جابجایی های اتمی قوی تر می شود. نام گذاری ناحیه گردن دهی به این نام به این دلیل است که پس از رد شدن تنش از استحکام نهایی ماده، سطح مقطع جسم کاهش می یابد و به اصطلاح گردن می دهد. در طول این ناحیه ماده نمی تواند مقاومت زیادی در برابر تنش اعمال شده نشان دهد و کرنش در نمونه مورد نظر به شدت افزایش می یابد. تغییر شکل پلاستیک با شکست ماده به پایان می رسد. [caption id="attachment_10930" align="aligncenter" width="289"]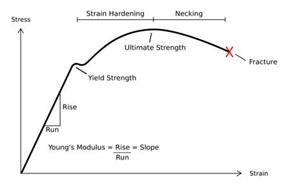 تحلیل تمرکز تنش ورق سوراخ دار یک سرگیردار[/caption]
تحلیل تمرکز تنش ورق سوراخ دار یک سرگیردار[/caption] 27 فروردین 1400
0
200,000 تومان

تحلیل تغییر شکل تیر یک سرگیردار در انسیس – آدر صنعت
غیرحضوری
تحلیل تغییر شکل تیر یک سرگیردار در انسیس - آدر صنعت
تغییر شکل در علم مواد، به تغییر شکل یا اندازه یک جسم با توجه به نیروی اعمال شده (انرژی تغییر شکل در این مورد از طریق کار منتقل میشود) یا تغییر در درجه حرارت (انتقال انرژی از طریق گرما) گفته میشود. مورد اول میتواند در نتیجه نیروهای کششی، نیروهای فشاری، نیروهای برشی، خمش یا پیچش باشد. در مورد دوم مهمترین عاملی که با درجهٔ حرارت تعیین میشود، تحرک نقصهای ساختاری مانند مرز بلورها،تهی جایی و نابه جایی در جامدات کریستالی و غیر کریستالی است. حرکت یا جا به جایی این نقصهای متحرک به صورت حرارتی فعال شده و توسط میزان نفوذ اتمی محدود میشود. تغییر شکل اغلب به عنوان کرنش در نظر گرفته میشود. همانطور که تغییر شکل رخ میدهد، نیروهای داخلی بین مولکولی با نیروهای اعمال شده مخالفت میکنند. اگر نیروی اعمال شده خیلی زیاد نباشد این نیروها ممکن است برای مقاومت کامل در برابر نیروهای خارجی اعمال شده کافی باشند و به جسم اجازه دهند تا یک حالت سکون و تعادل جدید به خود بگیرد و بعد از برداشتن بار ( نیروی اعمال شده) به حالت اولیه خود بازگردد. یک نیروی اعمال شدهٔ بزرگتر ممکن است به تغییر شکل دائمی جسم یا حتی به شکست ساختاری آن منجر شود. اگر تغییر شکل ناچیز باشد میتوان از مفهوم جسم صلب بهره برد. در این قسمت از فیلم آموزشی به فراگیری ترسیم هندسه تیر و المان ریزی هندسه و مدلسازی شرایط مرزی و تحلیل مسئله و بحث پیرامون میزان خمش تیر تحت اثر نیروهای مختلف می پردازیم. [caption id="attachment_10941" align="aligncenter" width="504"]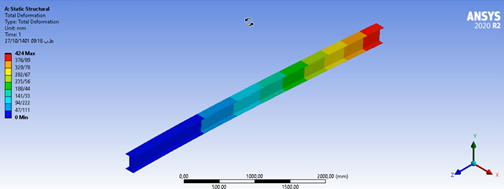 تحلیل تغییر شکل تیر یک سرگیردار[/caption]
تحلیل تغییر شکل تیر یک سرگیردار[/caption] 27 فروردین 1400
0
100,000 تومان

تحلیل تغییر شکل تیر ناودانی شکل تحت اثر دو نیروی مخالف در انسیس – آدر صنعت
غیرحضوری
تحلیل تغییر شکل تیر ناودانی شکل تحت اثر دو نیروی مخالف در انسیس - آدر صنعت
معمولاً تنش فشاری به میله ها، ستونها و غیره اعمال میشود که نتیجه آن کوتاه شدن است. بارگیری یک عضو سازه یا یک نمونه، تنش فشاری را تا رسیدن به مقاومت فشاری افزایش خواهد داد. با توجه به خواص مواد، شکست به صورت تسلیم در مواد با رفتار چکش خواری و انعطافپذیری ( اغلب فلزات و برخی خاکها و پلاستیک ها) یا به صورت پارگی برای مواد غیر چکش خوار و ترد (چدن، شیشه) رخ خواهد داد. در عضوهای سازهای بلند و باریک مانند ستونها و میلههای خرپا، به دلیل پدیده کمانش، افزایش نیروی فشاری F باعث میشود که عضو در تنشی کمتر از تنش مقاومت دچار شکست ساختاری میشود. و گسیختگی این نوع تغییر شکل نیز برگشت ناپذیر است. بعد از اینکه مواد به پایان مرحله الاستیک و سپس مرحله پلاستیک رسیده باشند شکست رخ میدهد. در این مرحله نیروها تا زمانیکه برای ایجاد شکستگی به حد کافی برسند انباشته میشوند. اگر نیروی کافی اعمال شود، تمام مواد در نهایت دچار گسیختگی میشوند. در این قسمت از آموزش به بررسی ترسیم هندسه و المان ریزی و مدلسازی شرایط مرزی تحت اثر بازه نیرویی و بررسی کرنش و مقایسه میزان خمش تیرها می پردازیم. [caption id="attachment_10943" align="aligncenter" width="513"]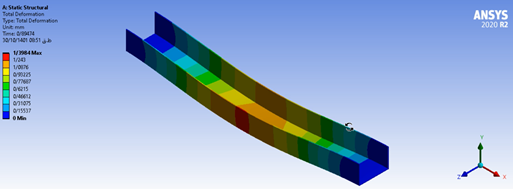 تحلیل تغییر شکل تیر ناودانی شکل[/caption]
تحلیل تغییر شکل تیر ناودانی شکل[/caption] 27 فروردین 1400
0
100,000 تومان

تحلیل تغییر شکل رینگ لاستیکی تحت نیروی متغییر در انسیس – آدر صنعت
غیرحضوری
تحلیل تغییر شکل رینگ لاستیکی تحت نیروی متغییر در انسیس - آدر صنعت
استحکام تسلیم یا تنش تسلیم (Yield Stress)، تنشی است که در آن تفییر شکل دایم یا پلاستیک ماده شروع می شود. در واقع نقطه تسلیم نشانگر پایان منطقه الاستیک ماده است. در طراحی ها نقطه تسلیم برای ما مهم است زیرا استحکام قطعه در تغییر شکل پلاستیک آسیب قابل ملاحظه ای خواهد دید، بنابراین طراحی باید طوری باشد که قطعه وارد محدوه پلاستیک خود نشود. برای تعیین میزان تنش تسلیم مواد فلزی و پلیمری از تست کشش استفاده می شود. تست کشش متداول ترین آزمون بررسی خواص مکانیکی مواد است. این آزمون برای نشان دادن اطلاعات اساسی درباره استحکام مواد و به عنوان آزمونی برای پذیرش خصوصیات ماده کاربرد زیادی دارد. در تست کشش، بارگذاری از نوع استاتیک است، یعنی نمونه استاندارد تحت نیروی کششی یک بعدی که به طور پیوسته زیاد می شود قرار می گیرد و طول آن افزایش می یابد تا در نهایت منجر به شکست و پارگی نمونه شود. نتایج این آزمون به شکل نمودار تنش – کرنش مهندسی نمایش داده می شود. در این قسمت از آموزش به بررسی ترسیم رینگ ورزشی و المان ریزی و تعیین شرایط مرزی بازه¬ی نیرویی و همچنین تحلیل هندسه تحت شرایط نیروی میانگین و نیروی نقطه ای می پردازیم. [caption id="attachment_10972" align="aligncenter" width="494"]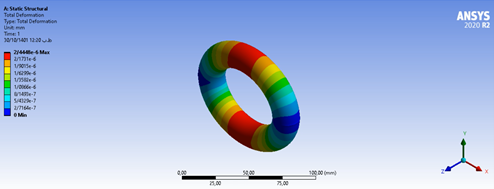 تحلیل تغییر شکل رینگ لاستیکی تحت نیروی متغییر[/caption]
تحلیل تغییر شکل رینگ لاستیکی تحت نیروی متغییر[/caption] 27 فروردین 1400
0
150,000 تومان

تحلیل کشش عمیق ورق آلومینیومی تحت تامپون فولادی در انسیس – آدر صنعت
غیرحضوری
تحلیل کشش عمیق ورق آلومینیومی تحت تامپون فولادی در انسیس - آدر صنعت
کشش عمیق جزو فرایندهای شکل دهی ورق محسوب میشود که در آن یک ورق فلزی با عملیات مکانیکی به شکل مطلوب میرسد. این یک فرایند تغییر شکل با حفظ مواد است. علت نامگذاری کشش «عمیق» این است که عمقی که ورق کشیده میشود بزرگتر از قطر ورق است. این فرایند ممکن است با کشش در چندین مرحله در قالبها انجام میشود. به منطقه فلنج (ورق در داخل قالب) با حفظ خواص ماده، تنش کشش شعاعی و تنش فشاری مماسی وارد میشود. این تنش فشاری باعث ایجاد چروک در ورق میشود. این چین و چروک را میتوان با ورق گیر کنترل کرد. ورق گیر جریان ورق به داخل قالب را کنترل میکند. بیشتر قطعاتی که از فلز ورق تولید میشوند، استوانهای یا جعبهای شکلند. برای مثال قابلمهها و ماهی تابهها، دبههای غذا و قوطیهای نوشابه، لگنهای آشپزخانه و مخزن سوختهای اتومبیلها با این روش تولید میشوند. این گونه قطعات، معمولاً با فرایندی که در آن یک سنبه، یک پولک، فلز ورق تخت را به داخل حفره ماتریسی میبرد تولید میشوند. اگرچه این فرایند به دلیل قطعاتی که به این وسیله تولید میشوند، اغلب کشش عمیق نامیده میشود ولی برای تولید قطعاتی که عمق کم یا متوسطی دارند نیز به کار میرود. در این قسمت از آموزش به بررسی و ترسیم هندسه ورق و تامپون و المان ریزی هندسه و تعیین شرایط مرزی و همچنین تحلیل مسئله در Dynamic explicit و بررسی تنش و کرنش ورق تحت پرس می پردازیم. [caption id="attachment_10974" align="aligncenter" width="498"]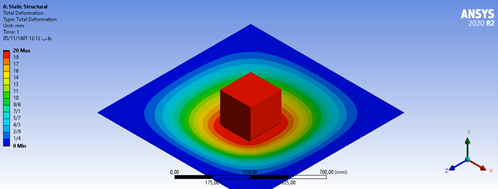 تحلیل کشش عمیق ورق آلومینیومی تحت تامپون فولادی[/caption]
تحلیل کشش عمیق ورق آلومینیومی تحت تامپون فولادی[/caption] 27 فروردین 1400
0
100,000 تومان



